While mobile phones have rapidly penetrated most areas of our lives, it is often underestimated how IoT can transform business models.
Manufacturers, who have implemented smart devices and supported software platforms, are already reaping the benefits of a connected environment. Moreover, many of these organizations barely had to make any substantial investment.
Today, in this blog post, I will reveal the significance of IoT in manufacturing, along with the key challenges. So, let’s get started!
Table of Contents
IoT in Manufacturing Industry in Figures
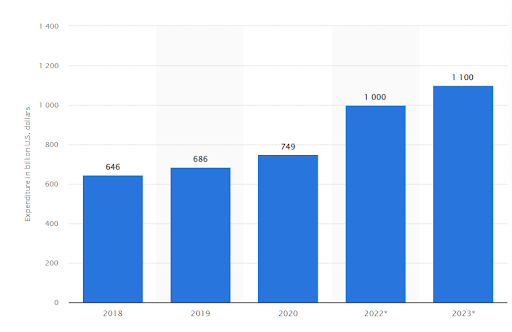
As per a recent report from Statista, 749 billion U.S. dollars were supposed to be used worldwide by 2020 on the Internet of Things (IoT). Despite a rise from the previous year, the 2021 spending will grow less than initially forecast due to the Covid-19 pandemic.
The forecast for global spending on IoT by 2023 would be 1.1 trillion U.S. dollars, as evaluated in 2021. Region-wise, the Asia Pacific held the most significant share of the IoT market. This was followed by North America, Europe, the Middle East, and Africa.
Also, McKinsey’s Global Institute foretells that IoT will have a financial impact of about $11 trillion by 2025. The increasing need for automation, predictive maintenance, and centralized monitoring leads the IoT in the manufacturing domain.
With problems like sudden outbreaks, conflicts, and disasters, manufacturers are raising their exploration of the Industrial Internet of Things (IIoT). By combining IIoT, they intend to stay competitive and strategize properly for business expansion. Let us learn the significance of IoT in manufacturing and its benefits.
Explore how IoT solutions can supercharge your production line. Get started with PixelCrayons for smart manufacturing today.
What Benefits Does IoT Bring in Manufacturing?
IoT app developers are in demand, and the reason is simple – the advantages of IoT. Here are some of the benefits of IoT in manufacturing that you must know-
1. Supply Chain Visibility
IoT enhances supply chain productivity and traces the materials’ movement, finished products, spare parts, etc., throughout the manufacturing process. Manufacturing businesses can keep tabs on production delays in real-time and take immediate action to improve service levels.
Besides, it enables manufacturers to manage inventory more efficiently by monitoring their available products, location, and quality.
As a result, manufacturers can-
- Enhance business intelligence
- Improve customer service levels
- Reduce operational expenses
- Increase revenue opportunities
- Deliver compelling products to the right individuals at the right time
2. Enhanced Product Quality Controls
The IoT technology provides intelligent tracking and tracing of finished products, components, and spare parts throughout the manufacturing facility. Moreover, It prevents defective materials from reaching the assembly line and improves customer service by delivering faster product deliveries.
3. Real-time Insights
Real-time insights from IIoT devices allow manufacturing executives to track the number of finished products. Also, it helps them to maintain an accurate inventory and identify equipment malfunctions promptly. Hence, by reducing product defects, Internet of Things technology ensures a higher quality of manufactured goods.
4. Cost Savings and Increased Profits
There is a growing demand for well-made products at competitive prices that deliver value to end-users. Better production intelligence and tracking of the movement of materials, components, finished goods, and spare parts result in lower operational costs and easier inventory management.
Furthermore, Another benefit of Internet of Things technology is improved margins due to improved operational efficiency and product quality.
5. Asset Security
IoT sensor devices provide an up-to-date view of industrial assets, including condition monitoring reports and predictive maintenance assessments. It ensures safety during manufacturing by preventing malfunctions and protecting equipment life cycles.
6. Higher Customer Satisfaction
Manufacturing businesses use IoT devices and technology to offer a higher degree of customer service. The advanced devices and technology enable round-the-clock availability and faster product delivery to existing or potential customers. This results in increased customer satisfaction levels, repeat business from loyal customers, and more significant revenue opportunities.
Another advantage of IoT in manufacturing is that it enables manufacturers to monitor in real time and improve their energy-efficiency levels. The IoT can connect entire manufacturing sites using wireless sensors that produce data relating to energy usage in real-time, allowing manufacturing businesses to identify high-energy areas quickly.
Also Read: How to Improve Customer Experience for Your Business?
Ready to take your manufacturing to the next level? Discover how IoT can revolutionize your operations.
IoT in Manufacturing Industry: 4 Use-Cases
1. Remote Production Control
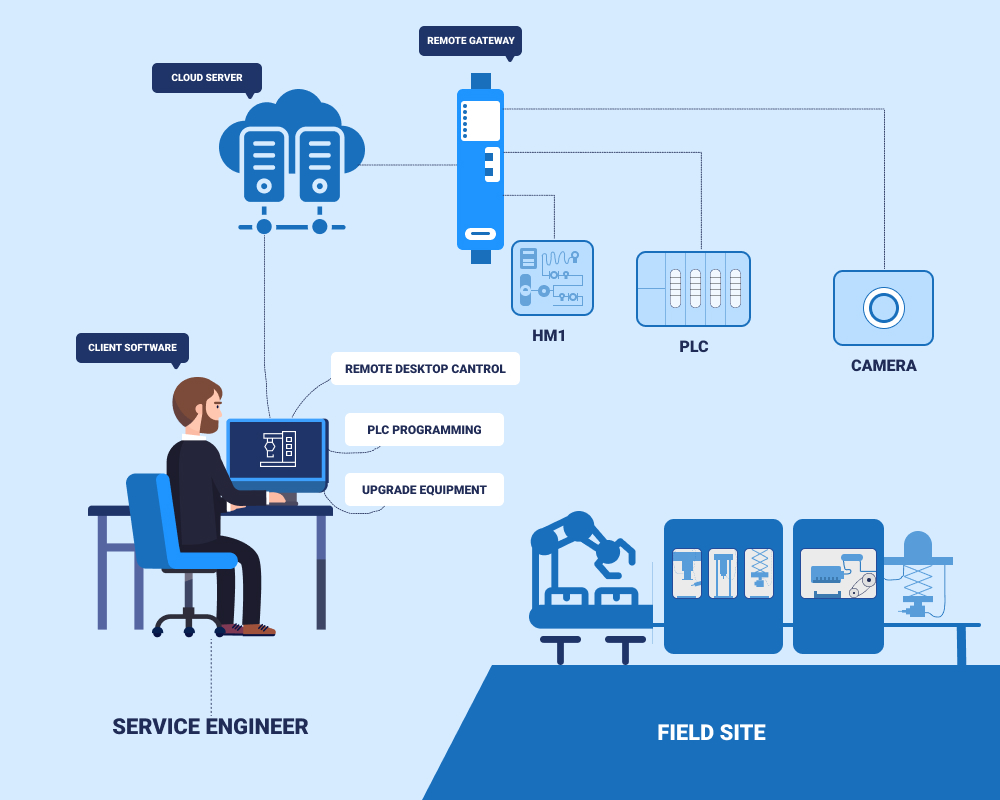
IoT allows monitoring of the production process in real time. And it is not only about the condition of machinery but also factory safety. For instance, using IoT-driven cameras on the roofs of buildings or at the entrances of production halls can help detect different distress signals (smoke, fire, violence, etc.) and warn security services.
Moreover, control rooms can be completely automated with IoT gadgets like smart buttons or video recorders with alarm functionality. The technology notifies managers about suspicious movements like productivity decreases, unauthorized access, etc. It ultimately reduces risks and improves overall productivity metrics.
On top of this, using IoT in production may help monitor employees’ attendance time, shift schedules, and working hours. Also, managers can optimize staff retention rates, boost employee productivity, or eliminate labor costs.
2. Asset Tracking / Condition Monitoring
Asset tracking is another aspect of the manufacturing process that can be improved by integrating IoT technologies. It aims at monitoring the condition of equipment, materials, tools, and other valuable assets to prevent losses.
Tires tracking is a good example here. IoT-powered tires are equipped with sensors that provide real-time data on their potential use time, which may help managers to schedule maintenance operations more efficiently. Besides, it allows identifying applications for optimal tire management.
3. Logistics Management
IoT can reveal supply chain inefficiencies by eliminating blind spots in logistics processes.
— Forbes
Asset tracking can be extended to other non-material assets as well. IoT sensors monitor various parameters, including humidity, temperature, location, and pressure. Businesses can overview the energy consumed or waste produced by each asset. By using IoT in logistics, manufacturers gain comprehensive data for nature conservation purposes and improve efficiency in their delivery processes.
In manufacturing, it helps to cut losses from spoiled products and materials and reduce costs of transportation and response times. IoT-driven logistics data is useful for predicting future problems in the production process (e.g., the lack of electricity during certain seasons).
IoT is especially relevant for today’s manufacturers as it allows them to monitor and control production status remotely without involving the workforce (time tracking, attendance monitoring), which increases productivity/profitability.
4. Predictive Repairing
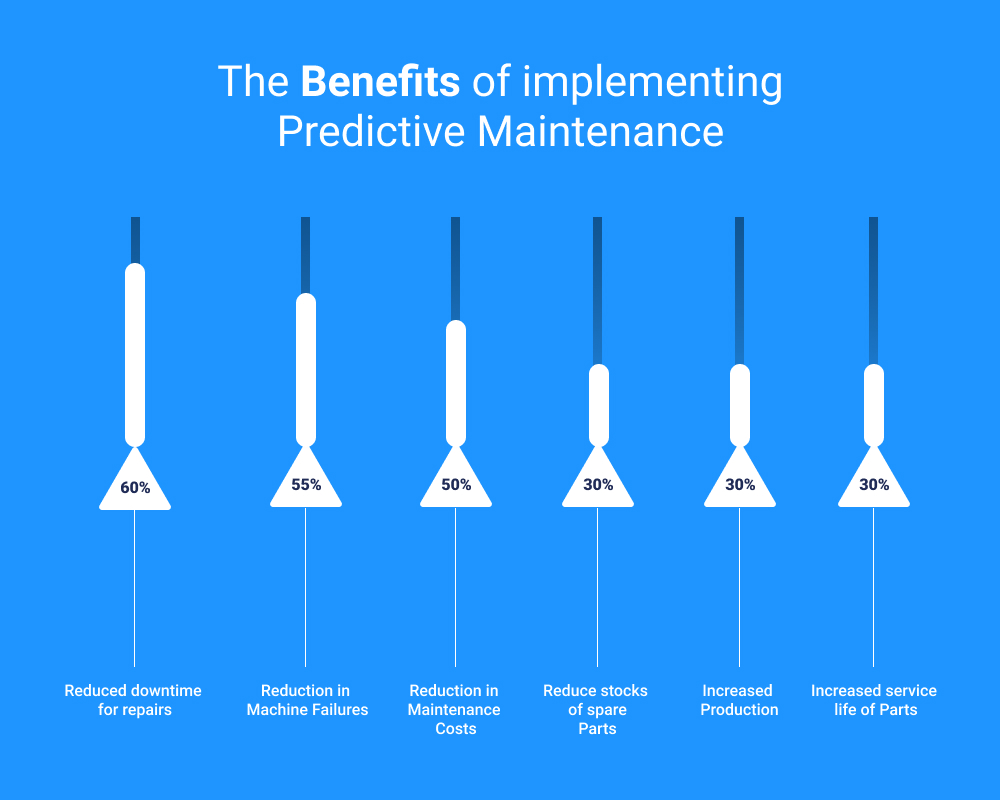
It is one of the most promising areas as it implies the usage of IoT-powered technologies that collect data on the condition and position of components. Manufacturers are notified about necessary maintenance operations or replacements as soon as a critical parameter is detected. Using IoT in manufacturing significantly cuts down costs and ensures a higher level of customer satisfaction due to improved product quality.
Challenges of IoT in Manufacturing
Challenge 1- Security
IoT opens a wide range of new attack vectors, which means more vulnerabilities than a hacker can exploit. Security risks may appear at all stages of IoT-driven production: from gathering and processing data to controlling your machinery remotely. A recent study by Ponemon Institute revealed that over 60% of companies using IoT technologies suffer from data security breaches.
Challenge 2- Interoperability
Manufacturers face increasing interoperability issues when integrating their devices with other systems and IT infrastructures due to the lack of standardization across IoT platforms and protocols. The absence of rules on interacting with other devices is a significant obstacle for manufacturers who want to implement IoT into their business processes.
For example, different companies are using other wireless communication protocols (ZigBee, 6LoWPAN, Thread), operating systems (Linux MQTT), and programming languages (ARM assembly or JavaScript). This means that even if you own a set of products that can communicate with each other, you have to spend a lot of effort and money implementing this process into your business.
Challenge 3- Data Privacy
Manufacturers face significant obstacles when collecting data from sensors embedded in their devices. By connecting these gadgets to the Internet, manufacturers also expose them to cyber threats. IoT-based production requires a comprehensive plan for data protection from the project’s onset to ensure compliance with security standards and minimization of privacy risks.
In response to these challenges, manufacturers are gradually increasing their awareness about how they can benefit from IoT technologies in their day-to-day work. Even though a lot is still left before this technology can be considered mature, IoT-based solutions are already being implemented in many industries.
5 Manufacturing Companies Who Have Already Implemented IoT
1. Nike

Nike’s VP of Digital Sport uses IoT technologies to improve the Nike+ Running experience. He uses smart bracelets and sensors embedded in the shoes to track every step taken by athletes during their training sessions. This data helps Nike create personalized products to suit each customer’s needs better. Moreover, the smart bracelet analyzes each runner’s behavior during their workout and provides feedback through a mobile app.
2. Ford

Ford successfully implemented IoT by equipping its factories with “smart lights” that adjust their intensity according to natural lighting conditions. This solution helped the company to save 4 million dollars annually in production costs. Moreover, Ford also uses IoT to optimize its business processes across multiple manufacturing facilities.
3. Volkswagen

Volkswagen has implemented an innovative solution to save 4 million dollars in production costs. The company installed sensors into conveyors used during production, which automatically manage belt tension. Thanks to this solution, Volkswagen managed to cut down the downtime of conveyor belts from 1 hour to just 9 minutes.
4. Tesla

Tesla uses IoT for loading and unloading cars onto trucks. The company equipped forklifts with sensors that automatically inform employees about any malfunctions or issues that might have occurred while a car was being loaded/unloaded. This solution allowed Tesla to achieve a rate of only 2 seconds of downtime per car.
5. Siemens

Siemens uses IoT for predictive and preventive maintenance in its wind turbines. The company uses sensors to track each turbine’s operating conditions and behavior and detect possible malfunctions or issues that might occur before they actually do. This solution has helped Siemens improve the reliability of wind turbines by 30%.
Also Read: Top 12 Emerging IoT Technologies
Conclusion
The Internet of Things is an integral part of the future technology landscape, and it has already made its way into every industry imaginable, including manufacturing. However, to successfully implement IoT technologies into your business processes, you need to be aware of the challenges that manufacturers face today. As with any major technological transformation, it takes time for this concept to mature. Therefore, patience is required when investing in IoT. You can even hire IoT development companies in India for better outcomes.
Stay ahead of the competition with IoT-powered manufacturing. Secure your factory's future with PixelCrayons. Talk to our experts now!
Frequently Asked Questions
1. How is IoT used in Manufacturing?
IoT is used in Manufacturing for various purposes, such as machine automation, capacity planning, and predictive maintenance. It allows manufacturers to observe and understand machine data, configure them automatically based on collected data, predict necessary maintenance activities ahead of time, and schedule them accordingly.
2. Where is IoT used in Manufacturing?
The widespread use of IoT in Manufacturing can be seen across various industries such as aerospace, food and beverages, automotive, and metals.
3. What companies use IoT in Manufacturing?
IoT is used by companies, both big and small, for several reasons. Some of the most notable companies that have adopted this technology include Nike, Ford, Volkswagenartsila, Siemens, and Tesla.
4. What are the benefits of IoT in Manufacturing?
IoT technologies allow manufacturers to improve productivity by automating processes, optimizing capacity planning, and implementing predictive maintenance activities.
5. Why is IoT needed in Manufacturing?
Several reasons drive the need for IoT in Manufacturing:
- The industry faces a shortage of skilled workers, sending costs soaring and leading to drops in production numbers.
- Competition from emerging markets such as China has caused pressure on high-cost manufacturers to cut costs and find ways to automate processes.
- There is a need to enhance the customer experience.
6. What is the difference between machine learning and IoT in Manufacturing?
Machine learning is a subset of artificial intelligence that teaches systems to learn and work on data and information without being explicitly programmed. Moreover, IoT in Manufacturing is a more advanced version of machine learning as it facilitates the connection of physical objects that collect and exchange data with other devices.
7. What are examples of Internet of Things applications in Manufacturing?
IoT enables manufacturers to enhance their capabilities by implementing any of the following applications –
- Predictive Maintenance: This allows manufacturers to predict problems and failures before they happen to avoid untimely disruptions.
- Productivity Optimization: IoT enhances a manufacturer’s productivity by allowing them to monitor machine performance data, configure machines automatically based on collected data, collect relevant data from sensors that are then processed by production analytics software, and configure machines remotely through cloud technology.
- Capacity Planning: IoT in Manufacturing is used for capacity planning to determine future customers’ needs effectively.
- Product Tracking: This allows manufacturers to track all their products throughout their lifecycle
Supply Chain Management: IoT technologies gather data from various sensors collected at the production source. As a result, this information is then transmitted to management software for further processing, which helps manufacturers carry out necessary actions proactively
8. How does the Internet of Things affect the manufacturing industry?
IoT uses new technologies such as sensors, machine learning, and wireless. These technologies help manufacturers to create various products and improve their production processes by measuring the speed they take to produce them.